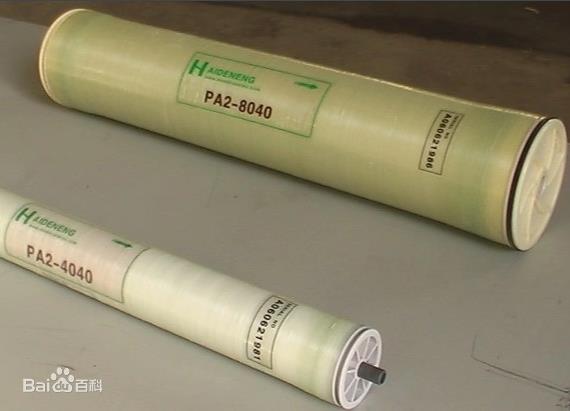
反渗透膜的介绍(二)
来源:中颜网 日期: 2021-04-10 08:54:33 浏览次数:233
反渗透膜元件的保管条件
(1)新膜(使用前)
①膜元件必须一直保持在湿润状态。即使是在为了确认同一包装的数量而需暂时打开时,也必须是在不捅破塑料袋的状态下,此状态应保存到使用时为止。
②在超过10℃的氛围中保存时也要避免直射阳光,选择通风良好的场所。这时,保存温度勿超过35℃。
③如果发生冻结就会发生物理破损,所以要采取保温措施,勿使之冻结。
(2)通水后膜元件
①膜元件必须一直保持在阴暗的场所,保存温度勿超过35℃,并要避免直射阳光。
②温度为0℃以下时有冻结的可能,要采取防冻结措施。
③复合系列膜元件要用含有存用药品(重
亚硫酸钠,500~1000mg/L,pH值3~6)的纯水或反渗透过滤水进行浸泡。
④无论在何种情况下进行保存时,都不能使膜处于干燥状态。
⑤保存液的浓度及pH值都要保持在上述范围,需定期检查。如果可能发生偏离上述范围时,要再次调制保存液。
供水、工艺水的处理(分离、浓缩、分级和纯化)
在各工业生产过程中,往往有分离、浓缩、分级和纯化某种水溶液的需求。传统用的方法是沉淀、过滤、加热、冷冻、蒸馏、萃取和结晶等过程。这些方法表现出流程长、耗能多、物料损失多、设备庞大、效率低、操作繁琐等缺点,以超滤膜技术取代某种传统技术可以获得显著的经济效益。
反渗透系统最终是需要进行清洗的,在你的RO系统表现出污染的倾向、长时间停运之前、或按计划进行常规保养时,建议你清洗RO系统。当出现下列污染特征(标准化后产水量下降10~15%,标准化后产水水质下降10~15%,或者给水与浓水间的压降增加10~15%)时,表明你的RO系统需要清洗了。
由于RO系统出现污垢而需要清洗的频率随地点的不同而不同,一般习惯上可接受的清洗频率是3~12个月一次。如果每个月你不得不清洗一次以上,你就应该改善RO的
预处理系统,调整RO系统的运行参数,如果每1~3个月需要清洗一次,则需要在提高当前设备的运行水平上做工作,但是否需要改进预处理系统较难判断。
在RO设计中通常会忽视使用RO产品水冲洗系统中的污垢,采用该法可减少RO的清洗次数。在设备停运期间用产品水浸泡RO膜组件有助于溶解垢和松散沉积物,因此降低化学清洗频度。
污垢地点不同所需要清洗掉的污垢物也不同,但往往存在的污染物不止一种,因此使问题复杂化,常见的污染物种类有:
· 硫酸钙、 硫酸钡、硫酸锶垢
· 胶体沉积物(无机或无机/有机混合物)
· 自然或合成有机物
有许多因素与选择合适的清洗
化学药品和正确的清洗方法有关。在你头一次进行清洗时,建议与设备制造商、RO膜组件制造商、RO系统专用药品供应商联系。一旦辨明污染种类后,建议采用一种或多种清洗药品。这些药品可能是常规的,可以从许多供应商那里买到,也可能是专用清洗液,这种专用清洗液可能更贵一些,但是使用时会更简便,并且这些公司还具有提供技术支持优点。还有一些公司可能提供更有价值的服务;他们把从你的系统中取出的膜组件带回进行试验,从而选择正确的清洗药品和方法。
通常需按特定的次序使用各种不同的清洗药品进行清洗,以获得最佳的清洗效果。比如首先使用低pH值的清洗除去水垢一类的物质,然后使用一种高pH值的清洗液除去有机物。但是有时也会首先使用高pH值的清洗液除去油类污垢,然后再使用一种低pH值的清洗液。有一些清洗液中还添加有洗涤剂,这将有助于清除污染严重的生物和有机杂质。其它的清洗添加有象
EDTA之类的
螯合剂,这些螯合剂有助于清除胶体、有机物、生物杂质和
硫酸盐垢。必须记住的是选用不正确的清洗药品或清洗步骤不正确时可能会使污堵更严重。
在选择清洗药品和使用复合聚酰胺膜时有一些注意事项:
· 遵守制造商建议的药品选择清单、剂量、pH值、温度和接触时间。
· 使用侵蚀性最小的药品完成清洗工作。这些做会延长膜的使用寿命。
· 在调节pH值时,一定要审慎以延长膜的使用寿命。药品侵蚀性较小的pH值范围是4~10,允许的最大pH值范围是2~12。
· 酸和碱不要混合。在加入下一种溶液之前,彻底冲洗系统以排尽上一次的清洗液。
· 用高pH值的产水冲洗出洗涤剂。
· 确认遵守正确的清洗液处理要求。
1 清洗不及时与清洗方法不正确导致的膜性能的损坏
设备在使用过程中,除了性能的正常衰减外,由于污染而引起设备性能的衰减更为严重。通常的污染主要有化学垢,有机物及胶体污染,
微生物污染等。不同的污染表现出的症状是不同的。不同的膜公司所提出的膜污染的症状也是有一定的差异。
在工程中我们发现,污染时间的长短不一样,其症状也不一样。如:膜发生碳酸钙垢污染,污染时间为一个星期时,主要表现为脱盐率的迅速下降,压差缓慢增大,而产水量变化不明显,用柠檬酸清洗能完全恢复性能。污染时间为一年(某纯水机),盐通量由最初的2mg/L上升为37mg/L(原水为140mg/L~160mg/L),产水量由230L/h下降为50L/h,用柠檬酸清洗后,盐通量降为7mg/L,产水量上升至210L/h。
再者污染往往不是单一的,其表现的症状也有一定的差别,使得污染的鉴别更困难。
鉴别污染类型要综合原水水质,设计参数,污染指数,运行记录,设备性能变化及微生物指标等加以判断:
新的反渗透膜元件通常浸润1%NaHSO3和18%的甘油水溶液后贮存在密封的塑料袋中。在塑料袋不破的情况下,贮存1年左右,也不会影响其寿命和性能。当塑料袋开口后,应尽快使用,以免因NaHSO3在空气中氧化,对元件产生不良影响。因此膜应尽量在使用前开封。
设备试机完后,我们采用过两种方法保护膜。设备试机运行两天(15~24h),然后采用2%的甲醛溶液保养;或运行2~6h后,用1%的NaHSO3的水溶液进行保养(应排尽设备管路中的空气,保证设备不漏,关闭所有的进出口阀)。两种方法均可得到满意的效果。第一种方法成本高些,在闲置时间长时使用,第二种方法在闲置时间较短时使用。
在确定了污染的类型后,可按表1中的方法清洗,然后消毒使用。在不能确定污染的类型时,通常采用清洗(3)+消毒+0.1%HCl(pH为3)的步骤清洗。作者采用清洗液(1)+清洗液(3)+消毒的步骤效果亦很好。
2 设备的操作不当引起膜性能的损坏
-
1 设备中有残余气体在高压下运行,形成气锤会损坏膜
常有两种情况发生:A、设备排空后,重新运行时,气体没有排尽就快速升压运行。应在2~4bar的压力下将余下的空气排尽后,再逐步升压运行。B、在预处理设备与高压泵之间的接头密封不好或漏水时(尤其是微滤器及其后的管路漏水)当预处理供水不很足时,如
微滤发生堵塞,在密封不好的地方由于真空会吸进部分空气。应清洗或更换微滤器,保证管路不漏。总之,应在
流量计中没有气泡的情况下逐步升压运行,运行中发现气泡应逐渐降压检查原因。
-
2 关机时的方法不正确
A、关机时快速降压没有进行彻底冲洗。由于膜浓水侧的无机盐的浓度高于原水,易结垢而污染膜。B、用投加
化学试剂的预处理水冲洗。因含化学试剂的水在设备停运期间可能引起膜污染。
在准备关机时,应停止投加化学试剂,逐步降压至3
bar左右用预处理好的水冲洗10min,直至浓缩水的
TDS与原水的TDS很接近为止。
-
3 消毒和保养不力导致微生物的污染
这是复合聚酰胺膜使用中普遍存在的问题,因为聚酰胺膜耐
余氯性差,在使用中没有正确投加氯等消毒剂,加上用户对微生物的预防重视不够,容易导致微生物的污染。许多厂家生产的纯水微生物超标,就是消毒、保养不力造成的。
主要表现为:出厂时,反渗透设备没有采用消毒液保养;设备安装好后没有对整个管路和预处理设备消毒;间断运行不采取消毒和保养措施;没有定期对预处理设备和反渗透设备消毒;保养液失效或浓度不够。
设备在使用过程中,除了性能的正常衰减外,由于污染而引起设备性能的衰减更为严重。通常的污染主要有化学垢,有机物及胶体污染,微生物污染等。不同的污染表现出的症状是不同的。不同的膜公司所提出的膜污染的症状也是有一定的差异。
在工程中我们发现,污染时间的长短不一样,其症状也不一样。如:膜发生碳酸钙垢污染,污染时间为一个星期时,主要表现为脱盐率的迅速下降,压差缓慢增大,而产水量变化不明显,用
柠檬酸清洗能完全恢复性能。污染时间为一年(某纯水机),盐通量由最初的2mg/L上升为37mg/L(原水为140mg/L~160mg/L),产水量由230L/h下降为50L/h,用柠檬酸清洗后,盐通量降为7mg/L,产水量上升至210L/h。
再者污染往往不是单一的,其表现的症状也有一定的差别,使得污染的鉴别更困难。
鉴别污染类型要综合原水水质,设计参数,污染指数,运行记录,设备性能变化及微生物指标等加以判断:
(1)
胶体污染:发生胶体污染时,通常伴随着以下两个特性:A、前处理中微滤器堵塞得很快,尤其是压差增大很快,B、
SDI值通常在2.5以上。
(2)微生物污染:发生微生物污染时,RO设备的透过水和浓缩水中的细菌总数都比较高,平时一定没有按要求进行保养和消毒。
防止超滤RO膜性能的损坏
新的反渗透膜元件通常浸润1%NaHSO3和18%的
甘油水溶液后贮存在密封的塑料袋中。在塑料袋不破的情况下,贮存1年左右,也不会影响其寿命和性能。当塑料袋开口后,应尽快使用,以免因NaHSO3在空气中
氧化,对元件产生不良影响。因此膜应尽量在使用前开封。
设备试机完后,我们采用过两种方法保护膜。设备试机运行两天(15~24h),然后采用2%的
甲醛溶液保养;或运行2~6h后,用1%的NaHSO3的水溶液进行保养(应排尽设备管路中的空气,保证设备不漏,关闭所有的进出口阀)。两种方法均可得到满意的效果。第一种方法成本高些,在闲置时间长时使用,第二种方法在闲置时间较短时使用。
(3)钙垢:可依据原水水质及设计参数进行判断。对
碳酸盐型水而言,如果回收率为75%时,设计时投加了
阻垢剂,浓缩液的LSI应小于1;不投加阻垢剂时浓缩液的LSI应小于零,一般不会产生钙垢。
(4)可用1/4
英寸的
PVC塑料管插入组件中测试组件不同部位的性能变化进行判断。
(5)根据设备性能的变化判断污染的类型。
(6)可用酸洗(如柠檬酸、稀HCl),根据清洗的效果和清洗液判断钙垢,通过清洗液成分分析进一步证实。
(7)对清洗液进行化学分析:取原水、清洗原液、清洗液,三个样分析。
在确定了污染的类型后,可按表1中的方法清洗,然后消毒使用。在不能确定污染的类型时,通常采用清洗(3)+消毒+0.1%HCl(pH为3)的步骤清洗。
反渗透膜广泛用于电力、石油化工、钢铁、电子、医药、食品饮料、市政及环保等领域,在海水及
苦咸水淡化,锅炉给水、工业纯水及电子级
超纯水制备,饮用纯净水生产,废水处理及特种分离过程中发挥着重要作用。
了解反渗透膜元件的标准脱盐率、反渗透膜实际脱盐率与反渗透系统脱盐率之间的关系后,在设计反渗透装置,给用户提供系统性能担保、验收反渗透装置或者评定膜元件性能时,一定要根据系统实际脱盐率来进行,而不能以膜元件标准脱盐率来进行。
反渗透系统脱盐率为整套反渗透装置所表现出来的脱盐率,同样由于使用条件与标准条件不同,系统脱盐率有别于标准脱盐率,同时由于反渗透装置一般均串联多根膜元件,而装置中每根膜元件的实际使用条件均不同,故系统脱盐率也有别于膜元件实际脱盐率,对于只有1支膜元件的装置,系统脱盐率才等于膜元件实际脱盐率。
《反渗透膜测试方法》(GB/T 32373-2015)《Test methods for reverse osmosis membranes》于2016年6月1日实施。
《海水淡化反渗透膜装置测试评价方法》(GB/T 32359-2015)《Test and evaluation methods of reverse osmosis equipment for seawater desalination》于2016年5月1日实施。
免责声明:本文来自百度资讯,不代表中颜网的观点和立场